

一、系统核心功能
冲次精准采集
采用霍尔传感器+光电编码器双模采集技术,实现0.1次/秒精度监测
支持空冲识别:通过激光位移传感器(±0.02mm精度)检测工件到位情况
异常冲次报警:设定阈值自动触发停机保护(如连续空冲>3次)
生产数据管理
工单关联:操作工通过HMI输入工单号/工序号,自动绑定冲次数据
OEE计算:实时统计设备利用率(精度±0.5%),自动生成MTBF/MTTR报告
模具寿命管理:累计冲次超限自动提醒换模(支持10万次级别计数)
二、硬件配置方案
边缘层设备
西门子S7-1200 PLC:处理16路DI信号,支持1ms级高速计数
研华ADAM-4150数据采集模块:RS-485连接8台冲床组网
工业触控屏:威纶通MT8102iE,7寸IP65防护等级
传感器选型
冲次检测:欧姆龙E2E-X18MF1电感式接近开关(响应频率1kHz)
空冲识别:基恩士LK-G5000激光位移传感器(50μs响应时间)
安全防护:SICK C4S安全光幕,4级PL安全认证
三、系统实施效益
生产效率提升
空冲率降低35%:通过实时监测优化送料节奏
换模时间缩短40%:模具寿命预警减少非计划停机
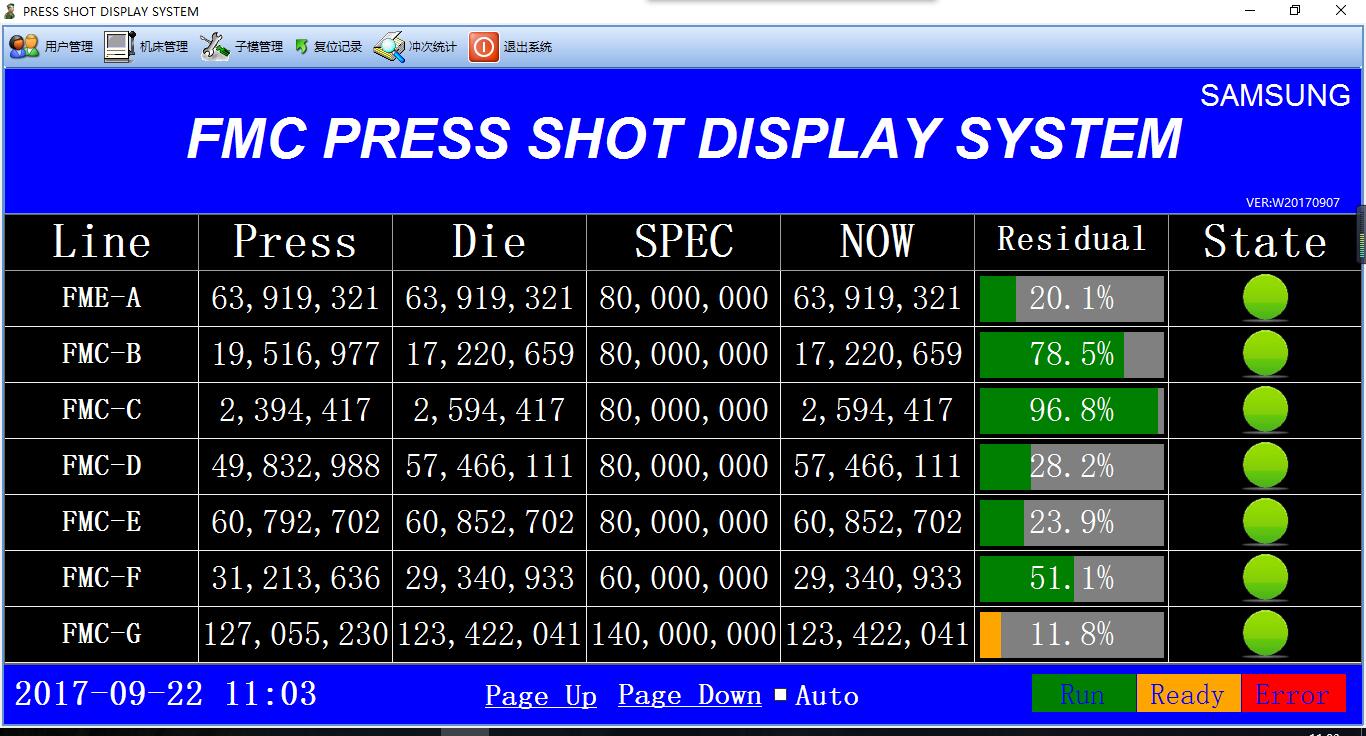
数据可视化
看板显示:实时冲次曲线+设备状态(红黄绿三色标识)
报表输出:自动生成班次/日/月冲次统计(支持Excel/PDF格式)
该方案已在汽车零部件行业验证,单台冲床年节约成本约12万元(按300天*24h计)。建议搭配MES系统实现生产数据全流程追溯,并采用4G工业路由器实现远程运维

 QQ:874059561
QQ:874059561